En este artículo quiero intentar plasmar todo el proceso que conlleva la creación de una figura en 3D, partiendo de una idea o, en este caso, de una fotografía histórica, la cual, quiere ser representada en una viñeta a escala 1/35.
Imagen de partida: foto histórica del soldado ruso con la bandera sobre adorno del tejado del Reichstag
Una vez que se tiene decidido la referencia, lo primero que hay que hacer es escalar la imagen. Este proceso es complicado si no se tienen referencias “conocidas”. En este caso, la referencia “conocida” es la altura del oficial ruso, y se le supone que mide 1750 mm.
Con esta medida conocida, se procede a escala la fotografía por medio de un programa de CAD (en mi caso utilizo la versión de estudiante de AutoDesk Inventor Profesional 19). Lo malo en este caso es que solo se dispone de una medida conocida, y no se puede calibrar esta medida con otra conocida en la misma imagen.
Captura de pantalla del programa Inventor 19, en la que se observa en rojo, la medida conocida del oficial ruso. En verde, las medidas interpoladas para poder realizar el dibujo
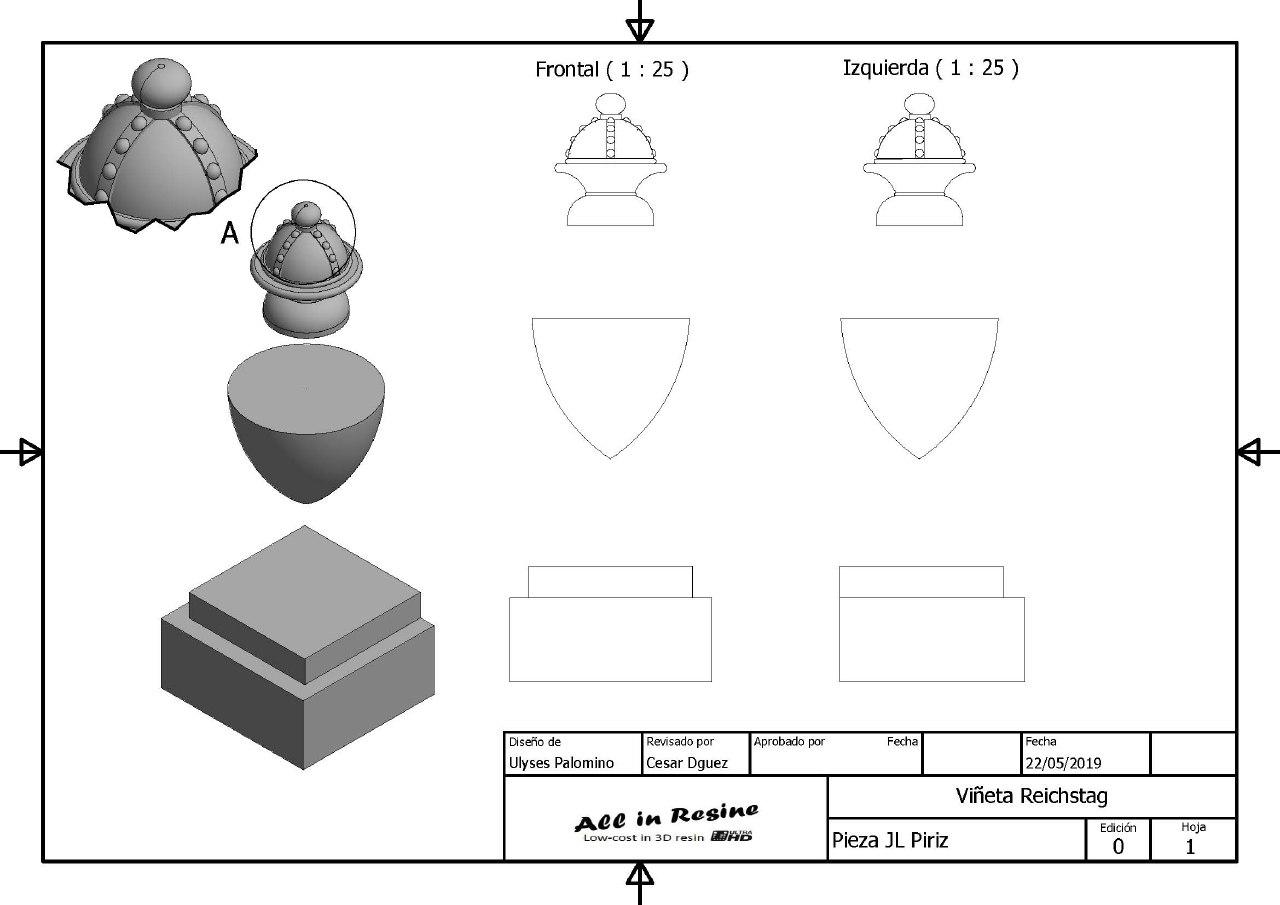
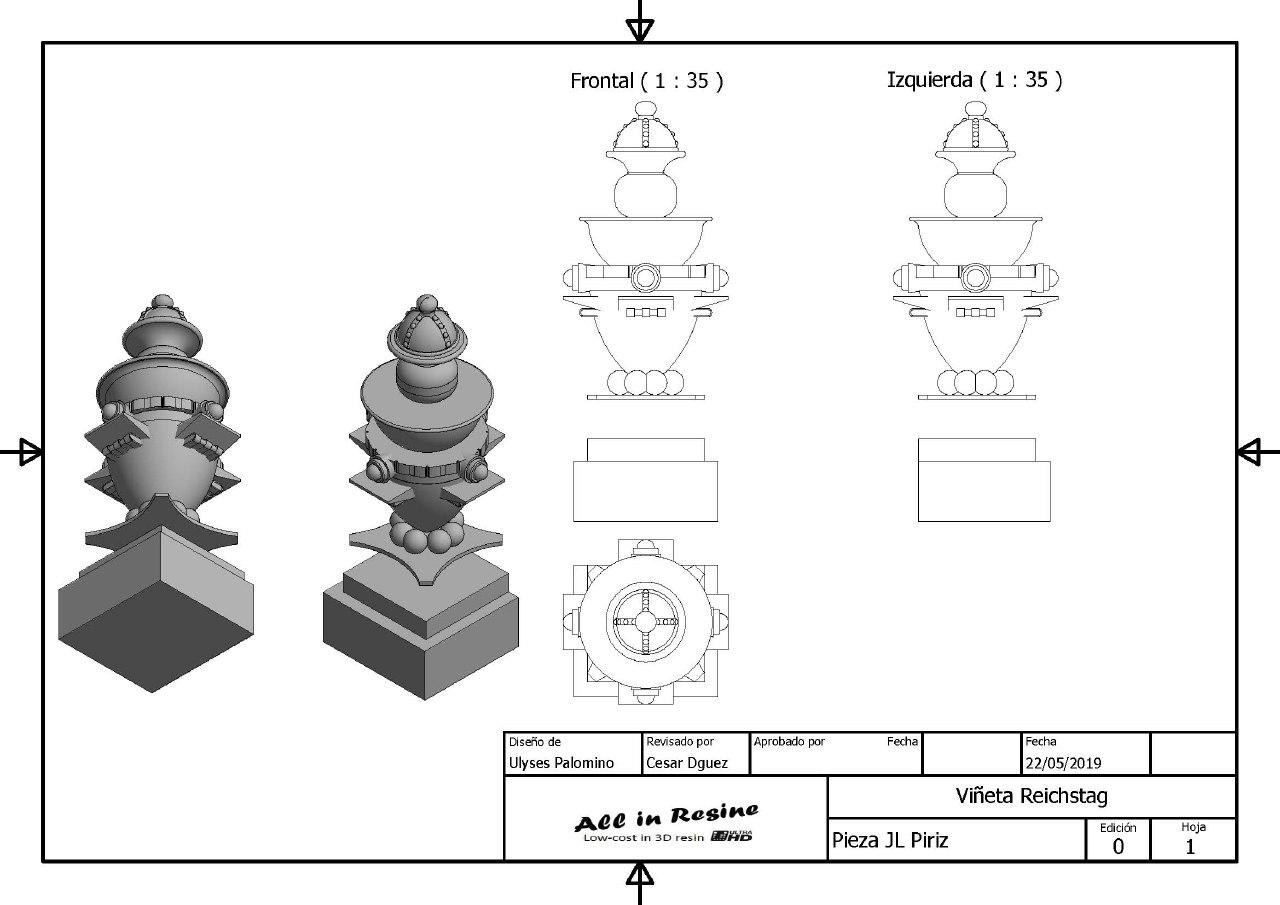
A partir del escalado de la imagen y una vez obtenido las cotas generales de la referencia, se procede a crear las partes básicas de la figura, buscando siempre formas geométricas y lo más simétricas posibles, ya que la forma de construcción de los adornos, en aquella época, era la de simplicidad de las formas, y buscando simetrías.
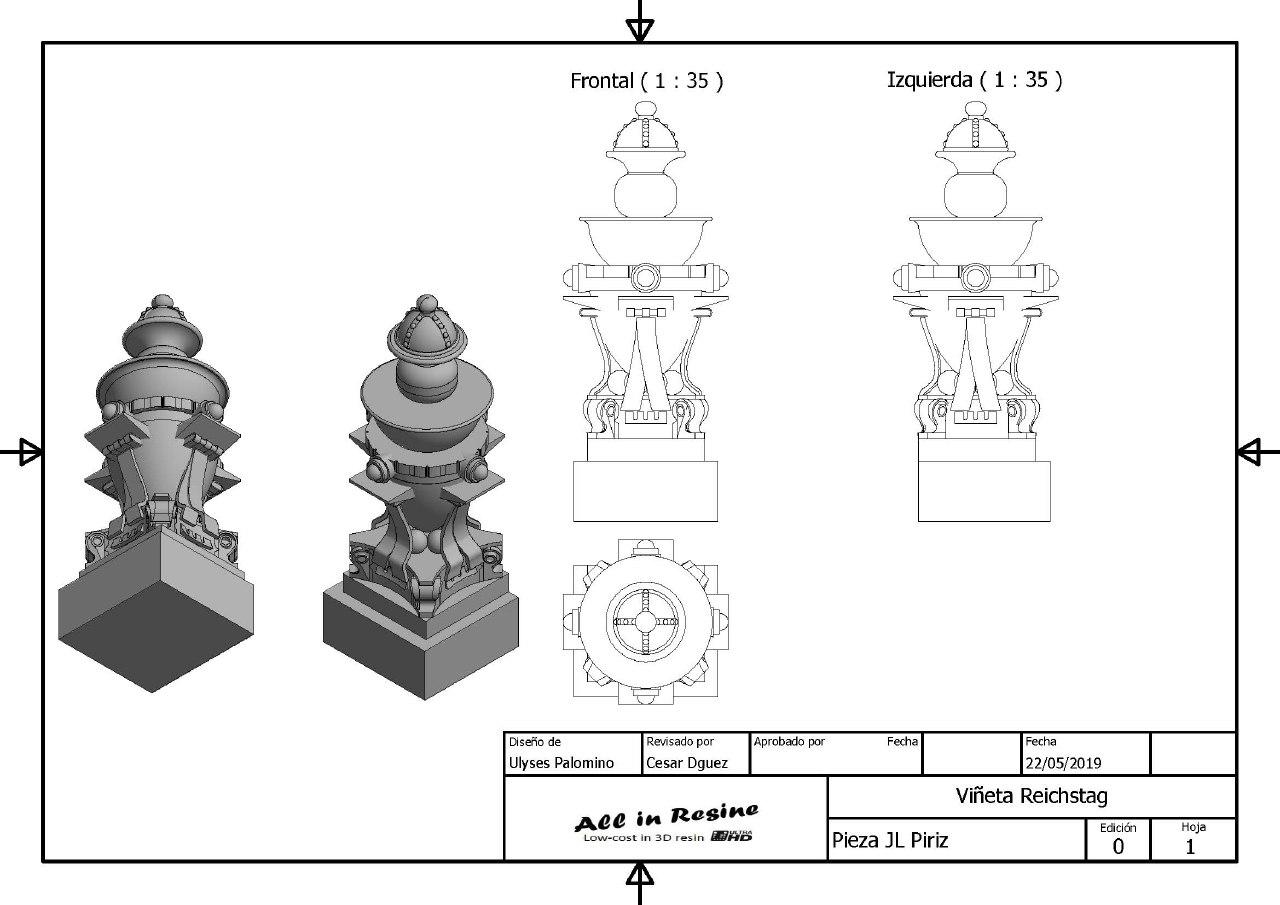
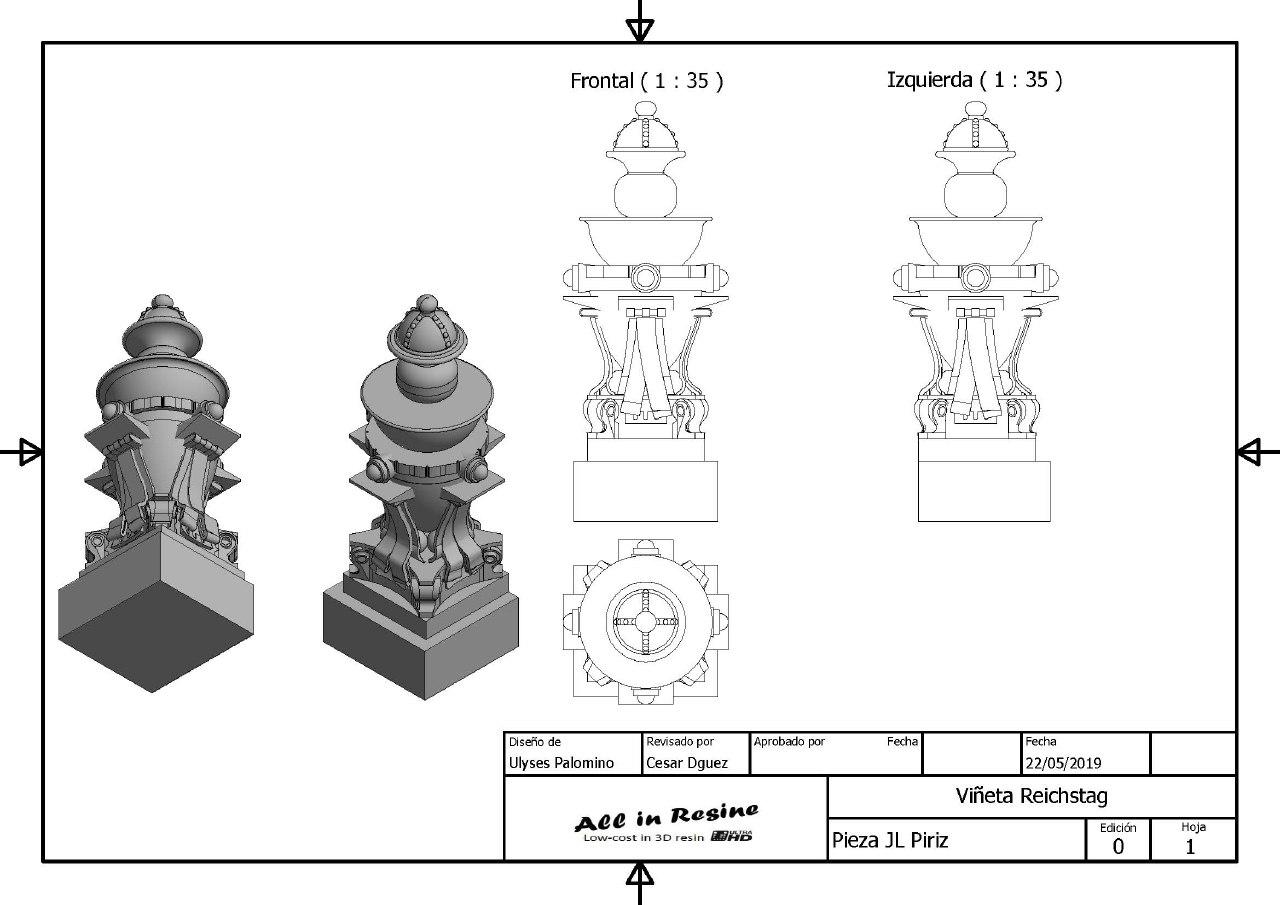
Poco a poco se van completando los detalles hasta alcanzar el nivel de detalle que se busque. En mi caso, he llegado hasta el detalle de crear una serie de flores que hay en una de las cenefas del adorno.
Distintos estados de avance del adorno, partiendo del tamaño máximo de la figura y sus formas básicas, hasta el detalle existente en una de las cenefas
En el proceso de diseño, se debe tener en cuenta un detalle muy importante que es el tamaño de lo que se representa. Como estamos trabajando con un programa de CAD, se pueden crear y mezclar piezas de miles de milímetros con piezas de décimas de milímetro. En este sentido, yo sigo la regla de que aquello que a escala sea inferior a 0,1 mm, no lo represento, por que no se va a imprimir ni tampoco lo va a percibir el ojo humano.
Una vez obtenida la figura final, se genera el archivo de impresión que es un archivo *.obj o *.stl. En este paso, es cuando se escala la referencia, ya que se ha diseñado en escala 1:1, lo que permite que, en algunos casos, se pueda imprimir en varias escalas, sin necesidad de modificar el archivo original.
Este archivo, para poder imprimirlo, es necesario “laminarlo”, es decir, la impresora lo que hace es ir superponiendo capas de resina líquida fotosensible a la luz UV de un espesor determinado (en mi caso suele ser 0,05 mm) que se va solidificando. Este laminado se realiza con el “slicer” ChiTuBox.
Para que la figura crezca, y las láminas se pueden ir apoyando en las capas adyacentes, es necesario la creación de una serie de soportes que permite que, aquellas partes que se tengan que crear desde la nada, este apoyadas en una estructura previa.
Captura de pantalla del programa ChiTuBox, en el que se aprecian los soportes y la figura,
Detalle de la pantalla LCD de la impresora 3D, en el momento del inicio de la impresión. Se esta creando la capa base, que se pega a la plataforma de impresión. Se puede apreciar en la imagen que el tiempo de impresión es de 11h16min y que el número total de capas a imprimir es de 1945
Detalle de la pantalla LCD de la impresora 3D y del desplazamiento de la plataforma de impresión
Detalle de la plataforma de impresión, con la impresión terminada
Con la impresión finalizada, se inicia el postproceso de la figura resultante. Primero, y procurando que no le dé la luz solar, se realiza una limpieza de la resina sobrante mediante un baño en alcohol isopropílico. Es una limpieza por inmersión, con un tiempo variable en función de la forma, tamaño y número de soportes.
Tras la limpieza en alcohol, se retiran los soportes con la ayuda de un “quitacuticulas”. Este proceso es fundamental y se debe realizar sin contacto con luz UV, ya que los rayos UV mejoran el curado de la pieza y la hacen mas resistente y duradera, pudiendo dejar marcas en la pieza.
Limpieza de la pieza mediante baño en alcohol isopropílico. En la imagen de la izquierda, se pueden ver los soportes en la pieza, mientras que, en la imagen de la derecha, se han retirado ya y se esta eliminando el alcohol sobrante
Por último y tras la limpieza en alcohol y retirada de soportes, se le debe de realizar un proceso de cura mediante luz UV. En el caso de esta pieza, el proceso de curado se realizó a lo largo de varios días, con una fuente de rayos UV muy débil, y a exposiciones pequeñas. Con este sistema, se consigue que el postproceso sea más lento, evitando cambios bruscos en la superficie de la figura, garantizándose la calidad de los detalles.
Pieza con todos los posts-procesos finalizados
Una vez la pieza en poder del modelista, se puede hacer un lijado final de la referencia mediante el uso de lijas de esponja de grano 600 o incluso 1200, para darle el acabado que a cada uno más le guste. El material con el que esta hecha la pieza es una resina muy resistente a la tracción, pero muy frágil, por lo que se recomienda una manipulación con cuidado de las mismas.
Tutorial realizado por Ulises @allinresine, podeis contactarme por email: allinresine@hotmail.com